
ASTM A563-DH
Carbon and Alloy Steel Nuts
This specification covers chemical and mechanical requirements for eight property classes of hex and hex-flange carbon and alloy steel nuts for general structural and mechanical uses on bolts, studs, and other externally threaded parts.
Materials shall be tested and the individual grades shall conform to specified values of material such as hardness and proof load, chemical, and mechanical requirements.
Grades C3 and DH3 nuts have atmospheric corrosion resistance and weathering characteristics comparable to that of the steels covered in Specifications A242/A242M, A588/A588M, and A709/A709M. The atmospheric corrosion resistance of these steels is substantially better than that of carbon steel with or without copper addition (see 5.2). When properly exposed to the atmosphere, these steels can be used bare (uncoated) for many applications.
Boulons Plus offer these nuts in plain steel, mechanically galvanized, hot dip galvanized (dyed and lubricated) and Weathering Steel (Type 3) finishes.

Specifications

{kind=link}
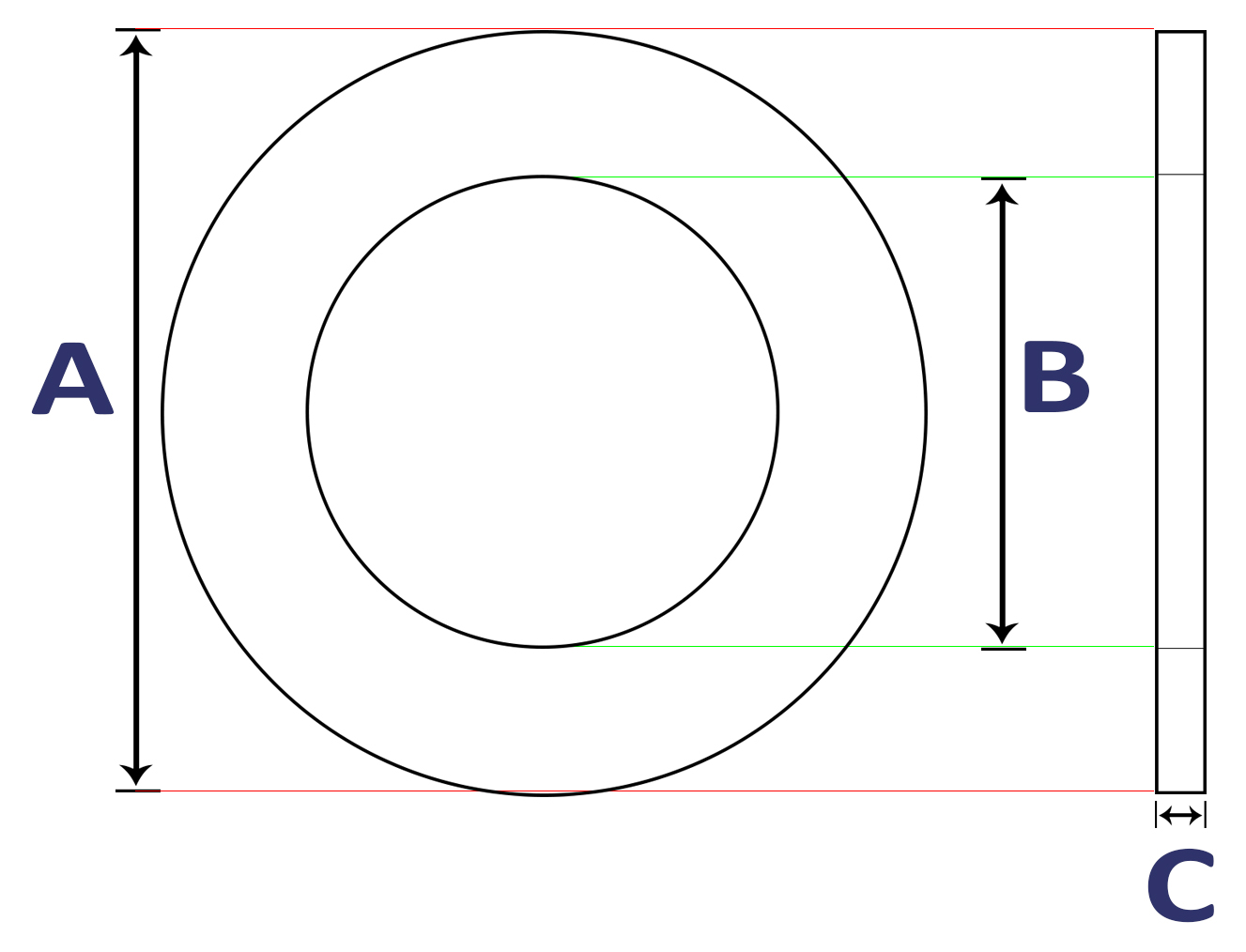
| Nominal Size | F | C | H | Weight Per 100 nuts | |||||
| Width Across Flats | Width Across Corners | Thickness | |||||||
| Basic | Max | Min | Max | Min | Basic | Max | Min | ||
| 1/4 | 1/2 | 0.500 | 0.488 | 0.577 | 0.556 | 15/64 | 0.250 | 0.218 | 1.00 |
| 5/16 | 9/16 | 0.562 | 0.546 | 0.650 | 0.622 | 16/64 | 0.341 | 0.280 | 2.00 |
| 3/8 | 11/16 | 0.688 | 0.669 | 0.794 | 0.763 | 23/64 | 0.377 | 0.341 | 3.00 |
| 1/2 | 7/8 | 0.875 | 0.850 | 1.010 | 0.969 | 31/64 | 0.504 | 0.464 | 7.00 |
| 5/8 | 1 1/16 | 1.062 | 1.031 | 1.227 | 1.175 | 39/64 | 0.631 | 0.587 | 12.00 |
| 3/4 | 1 1/4 | 1.250 | 1.212 | 1.443 | 1.382 | 47/64 | 0.758 | 0.710 | 20.00 |
| 7/8 | 1 7/16 | 1.438 | 1.394 | 1.660 | 1.589 | 54/64 | 0.885 | 0.833 | 30.00 |
| 1 | 1 5/8 | 1.625 | 1.575 | 1.876 | 1.796 | 63/64 | 1.012 | 0.956 | 43.00 |
| 1 1/8 | 1 13/16 | 1.812 | 1.756 | 2.093 | 2.002 | 1 7/64 | 1.139 | 1.079 | 59.00 |
| 1 1/4 | 2 | 2.000 | 1.938 | 2.309 | 2.209 | 1 7/32 | 1.251 | 1.187 | 79.00 |
| 1 3/8 | 2 3/16 | 2.188 | 2.119 | 2.526 | 2.416 | 1 11/32 | 1.378 | 1.310 | 102.00 |
| 1 1/2 | 2 3/8 | 2.375 | 2.300 | 2.742 | 2.622 | 1 15/32 | 1.505 | 1.433 | 131.00 |
| 1 5/8 | 2 9/16 | 2.562 | 2.481 | 2.959 | 2.828 | 1 19/32 | 1.632 | 1.556 | 162.00 |
| 1 3/4 | 2 3/4 | 2.750 | 2.662 | 3.175 | 3.035 | 1 23/32 | 1.759 | 1.679 | 204.00 |
| 1 7/8 | 2 15/16 | 2.938 | 2.844 | 3.392 | 3.242 | 1 27/32 | 1.886 | 1.802 | 241.00 |
| 2 | 3 1/8 | 3.125 | 3.025 | 3.608 | 3.449 | 1 31/32 | 2.013 | 1.925 | 299.00 |
| 2 1/4 | 3 1/2 | 3.500 | 3.388 | 4.041 | 3.862 | 2 13/64 | 2.251 | 2.155 | 419.00 |
| 2 1/2 | 3 7/8 | 3.875 | 3.750 | 4.474 | 4.275 | 2 29/64 | 2.505 | 2.401 | 564.00 |
| 2 3/4 | 4 1/4 | 4.250 | 4.112 | 4.907 | 4.688 | 2 45/64 | 2.759 | 2.647 | 738.00 |
| 3 | 4 5/8 | 4.625 | 4.475 | 5.340 | 5.102 | 2 61/64 | 3.013 | 2.893 | 950.00 |
| 3 1/4 | 5 | 5.00 | 4.838 | 5.774 | 5.514 | 3 3/16 | 3.252 | 3.124 | 1194.00 |
| 3 1/2 | 5 3/8 | 5.375 | 5.200 | 6.207 | 5.928 | 3 7/16 | 3.506 | 3.370 | 1526.00 |
| 3 3/4 | 5 3/4 | 5.750 | 5.562 | 6.640 | 6.341 | 3 11/16 | 3.760 | 3.616 | 1812.00 |
| 4 | 6 1/8 | 6.125 | 5.925 | 7.073 | 6.755 | 3 15/16 | 4.014 | 3.862 | 2180.00 |
Product Marking
14.5 Nuts made to the requirements of Grade DH shall be marked with the grade symbol, DH (Note 4) on one face.
14.6 Heavy hex nuts made to the requirements of Grade DH3 shall be marked with the grade symbol DH3 on one face. Hex nuts made to the requirements of DH3 shall be marked with the symbol HX3 on one face. In addition, the manufacturer may add other distinguishing marks indicating that the nut is atmospheric corrosion resistant and of a weathering type.
14.7 In addition, nuts of Grades C, C3, D, DH, and DH3 and hex nuts made to the requirements of DH3, shall be marked with a symbol to identify the manufacturer or private label distributor, as appropriate.
SOURCE: The informations above are from the ASTM A563 Standard that you can purchase on the ASTM Website.
| Chemical Requirements For ASTM A563-DHC (Type 1) | ||
| Element | Composition % | |
| Heat Anaysis | product Anaysis | |
| Carbon | 0.20-0.55 | 0.18-0.58 |
| Manganese, Min | 0.60 | 0.57 |
| Phosphorus, Max | 0.04 | 0.048 |
| Sulfur, Max | 0.05 | 0.058 |
Source: The table above is inspired by Table 1 from the ASTM A563 Standard that you can purchase on the ASTM Website
| Chemical Requirements For ASTM A563-DH3 (Type 3) | ||
| Element | Composition % | |
| Heat Anaysis | product Anaysis | |
| Carbon | 0.20-0.53 | 0.19-0.55 |
| Manganese | 0.40 Min | 0.37 Min |
| Phosphorus | 0.046 Max | 0.052 Max |
| Sulfur | 0.050 Max | 0.055 Max |
| Silicon | *** | *** |
| Copper | 0.20 Min | 0.17 Min |
| Nickel | 0.20 MinB | 0.17 Min |
| Chromium | 0.45 Min | 0.42 Min |
| Vanadium | *** | *** |
| Molybdenum | 0.15 MinB | 0.14 Min |
| Titanium | *** | *** |
Source: The table above is inspired by Table 2 from the ASTM A563 Standard that you can purchase on the ASTM Website
Information about Coating
- 4.7 Zinc Coatings, Hot-Dip and Mechanically Deposited:
- 4.7.1 When zinc-coated fasteners are required, the purchaser shall specify the zinc coating process, for example, hot-dip, mechanically deposited, or no preference.
- 4.7.2 When hot-dip is specified, the fasteners shall be zinc-coated by the hot-dip process in accordance with the requirements of Specification F2329.
- 4.7.3 When mechanically deposited is specified, the fasteners shall be zinc coated by the mechanical deposition process in accordance with the requirements of Class 55 of Specification B695.
- 4.7.4 When no preference is specified, the supplier may furnish either a hot-dip zinc coating in accordance with Specification F2329, or a mechanically deposited zinc coating in accordance with Specification B695, Class 55. Threaded components (bolts and nuts) shall be coated by the same zinc-coating process and the supplier’s option is limited to one process per item with no mixed processes in a lot.
- 4.7.5 Hot-dip zinc-coated nuts shall be tapped after zinc coating.
- 4.7.6 Mechanically deposited zinc-coated nuts for assembly with mechanically deposited zinc-coated bolts shall be tapped oversize prior to zinc coating and need not be retapped afterwards.
- 4.8 Lubricant:
- 4.8.1 Hot-dip and mechanically deposited zinc-coated Grade DH nuts shall be provided with an additional lubricant which shall be clean and dry to the touch (see Supplementary Requirement S1 to specify lubrication requirements for plain finish nuts).
- 4.8.2 See Supplementary Requirement S2 for option to specify a dye in the lubricant.
- S1. Supplementary Lubricant Requirements for Nuts
- S1.1 Nuts, regardless of specified finish, shall be provided with an additional lubricant that shall be clean and dry to the touch.
- S2. Lubricant Dye
- S2.1 In addition to the requirements of Supplementary Requirement S1, the lubricant shall have a contrasting color so that its presence is visually obvious.
SOURCE: The informations above are from the ASTM A563 Standard that you can purchase on the ASTM Website.
| ASTM A563-DH & A194-2H Mechanical Requirements | ||||||||
| Grade | Style | Nominal nut size, in. | Proof Load stress, KsiA | Hardness | ||||
| PlainB | GalvanizedB | Brinell | Rockwell | |||||
| Min | Max | Min | Max | |||||
| A563 DHD/DH3/A194-2H | Heavy Hex Nut | 1/4 to 4 | 175 | 150 | 248 | 352 | C24 | C38 |
A To determine nut proof load in pounds, multiply the appropriate nut proof load stress by the tensile stress area of the thread. Stress areas for UNC, UNF, and 8 UN thread series are given in Table 4.
B Non-zinc-coated nuts are nuts intended for use with externally threaded fasteners which have a plain (nonplated or noncoated) finish or have a plating or coating of insufficient thickness to necessitate overtapping the nut thread to provide assemblability. Zinc-coated nuts are nuts intended for use with externally threaded fasteners which are hot-dip zinc-coated, mechanically zinc-coated, or have a plating or coating of sufficient thickness to necessitate overtapping the nut thread to provide assemblability.
D Nuts made in accordance with the requirements of Specification A194/A194M, Grade 2H, and marked with its grade symbol are an acceptable equivalent for Grade DH nuts. When A194 zinc-coated inch series nuts are supplied, the zinc coating, overtapping, lubrication and rotational capacity testing shall be in accordance with Specification A563.
Source: The table above is inspired by Table 3 from the ASTM A563 Standard that you can purchase on the ASTM Website
| Nominal Size Threads TPI | UNC |
| Tensile Stress | |
| Area,A As in.2 | |
| 1/4-20 | 0.0318 |
| 5/16-18 | 0.0524 |
| 3/8-16 | 0.0775 |
| 7/16-14 | 0.1063 |
| 1/2-13 | 0.1419 |
| 9/16-12 | 0.182 |
| 5/8-11 | 0.226 |
| 3/4-10 | 0.334 |
| 7/8-9 | 0.462 |
| 1-8 | 0.606 |
| 1 1/8-7 | 0.763 |
| 1 1/4-7 | 0.969 |
| 1 3/8-6 | 1.155 |
| 1 1/2-6 | 1.405 |
| 1 3/4-5 | 1.90 |
| 2-4 1/2 | 2.50 |
| 2 1/4-4 1/2 | 3.25 |
| 2 1/2-4 | 4.00 |
| 2 3/4-4 | 4.93 |
| 3-4 | 5.97 |
| 3 1/4-4 | 7.10 |
| 3 1/2-4 | 8.33 |
| 3 3/4-4 | 9.66 |
| 4-4 | 11.08 |

Where:
As = Stress Area, in2
D = Nominal size, in., and
n = Threads per inch
| Thread Dimensions and Overtapping Allowances for Nuts Hot Dip Zinc Coated per Specification F2329 | |||
| Nominal nut size, in. and pitch | Diametral allowance, in.A | Pitch Diameter, in. | |
| Min | Max | ||
| 1/4-20 | 0.016 | 0.2335 | 0.2384 |
| 5/16-18 | 0.017 | 0.2934 | 0.2987 |
| 3/8-16 | 0.017 | 0.3514 | 0.3571 |
| 7/16-14 | 0.018 | 0.4091 | 0.4152 |
| 1/2-13 | 0.018 | 0.4680 | 0.4745 |
| 9/16-12 | 0.020 | 0.5284 | 0.5352 |
| 5/8-11 | 0.020 | 0.5860 | 0.5932 |
| 3/4-10 | 0.020 | 0.7050 | 0.7127 |
| 7/8-9 | 0.022 | 0.8248 | 0.8330 |
| 1-8 | 0.024 | 0.9428 | 1.9516 |
| 1 1/8-7 | 0.024 | 1.0562 | 1.0656 |
| 1 1/4-7 | 0.024 | 1.1812 | 1.1908 |
| 1 3/8-6 | 0.027 | 1.2937 | 1.3041 |
| 1 1/2-6 | 0.27 | 1.4187 | 1.4292 |
| 1 3/4-5 | 0.050 | 1.6701 | 1.6817 |
| 2-4 1/2 | 0.050 | 1.9057 | 1.9181 |
| 2 1/4-4 1/2 | 0.050 | 2.1557 | 2.1683 |
| 2 1/2-4 | 0.050 | 2.3876 | 2.4011 |
| 2 3/4-4 | 0.050 | 2.6376 | 2.6513 |
| 3-4 | 0.050 | 2.8876 | 2.9015 |
| 3 1/4-4 | 0.050 | 3.1376 | 3.1517 |
| 3 1/2-4 | 0.050 | 3.3876 | 3.4019 |
| 3 3/4-4 | 0.050 | 3.6376 | 3.6521 |
| 4-4 | 0.050 | 3.8876 | 3.9023 |
Source: The table above is inspired by Table 5 from the ASTM A563 Standard that you can purchase on the ASTM Website